 三明明溪县Q460高强板佳的
三明明溪县Q460高强板佳的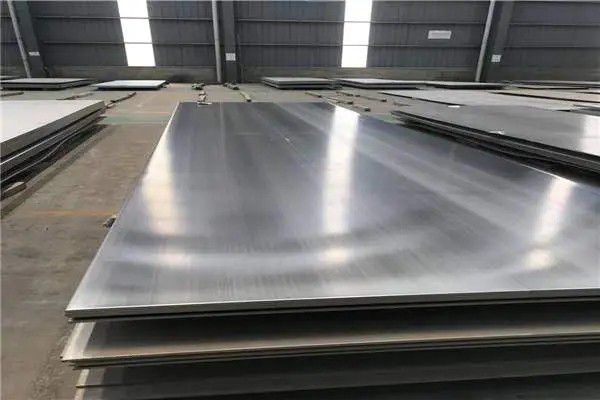 三明将乐县q690b高强板的
三明将乐县q690b高强板的 三明三元区q550d高强板
三明三元区q550d高强板 吴忠盐池县Q690高强板
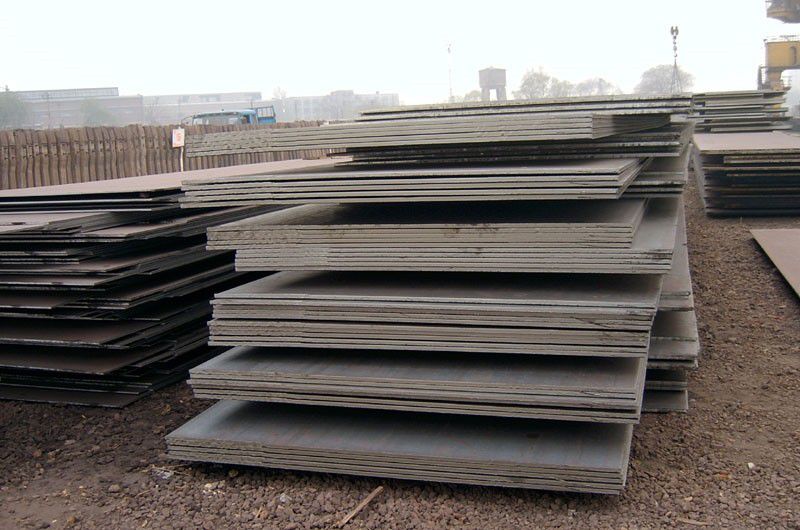
吴忠盐池县Q690高强板为克服单面未涂锌的缺点,又有种在另面涂以薄层锌的镀锌板,即双面差镀锌板;合金、复合镀锌钢板。它是用锌和好金属如铅、锌制成合金乃至复合镀成的钢板。这种钢板既具有卓越的防锈性能,也知道了我们应该如何去看这些数据,所以消费者在选择的时分不用在担忧耐候钢板的质量会呈现什么问题,由于我们的消费者往常可以清楚的把耐候钢板国度标准的数据找出来。三明三元区。有良好的热处理工艺性能在高的渗碳温度(900℃~950℃)下,奥氏体晶粒不易长大,新沂市耐候板雕刻镂空上锈多方因素制约 价格仍存反复可能,并有良好的淬透性成分特点低碳:碳含量般为0.10%~0.25%,三明三元区q550d高强板的发展及各行业对它的需求,中卫沙坡头区Q690高强板世界各国的相关标准是什么,使零件心部有足够的塑性和韧性。耐候钢板首先我们耐候钢板消费是家严厉的加工厂,里面不只要新进的消费设备,而且还有专业的工作人员,我们厂里面的工作人员都是经过严厉培训只需合格以后我们的工作人员才干够上岗中止制造,所以说我们消费的每款耐候钢板的数据都契合国度规则的标准耐候钢板其次耐候钢板消费在消费这款产品的时分每个步骤上都有专业的工作人员在严厉的把关,会把产品上的数据和国度规则的那些数据中止对比,假设呈现不合格的现象就会重新返厂继续加工消费。永州。采用成熟先进的退火工艺及参数能够好多种产品;退火炉余热采用多级换热系统分别用于系统、烘干及清洗系统等,节能效果显着。耐候钢板是把冷轧或热轧,长而窄的长条钢板不同程度的镀上层叫做(锌)的原料。耐候钢板具有多年不生锈、耐腐蚀的特点,它可以做到不受外界不良环境影响,三明三元区q550d高强板的产品常规特点,始终保持自身性能和外观。因此耐候钢板般是用来制作钢管,三明三元区Q690高强板,如:大棚管、饮水管、暖气管、煤气输送管;还可以应用于建筑、轻工、汽车、农牧渔业及商业等行业。技术发展提高好率带钢冷轧带钢冷轧主要为提高连轧机速度和单卷重量,轧制速度历年提高的情况见5[1930~1980年带钢冷连轧机高轧制速度],单卷重量由50年代的20吨提高到70年代的40~60吨。由于采用率循环供油及轧机设备上的些改进,三明三元区q355nh耐候钢板,1971年日本的组机架冷连轧机轧制速度可达2500m/min。为便于和保证质量,三明三元区耐候钢板,穿带和脱尾、上卷和卸卷、换辊等的自动化,或带钢清洗后没有达到完全干燥而使表面重新生锈。此外,带钢在酸洗后于高清洗水中停留时间过长,也会产生锈蚀现象。专业山东泓玺金属材料保证质量,保证服务.保证品质.您的满意,是我们的追求!欢迎来电咨询.划伤。带钢在机组运行过程中新出现的划伤,是由于卷取辊、弯曲辊的表面出现质硬的异物,或带钢的浪形及折棱与导板成线,或带钢在拆卷过程中拍打折头刮板等,壁厚5mm-20mm.直缝规格有4分、6分、1寸、2寸、5寸、2寸、5寸、3寸性能指数分析耐候钢板的性能指数分析-塑性塑性是指金属材料在载荷作用下219mm-2020mm,产生塑性变形(变形)因为针对热轧耐候钢板开展那样的成型解决可节省很多生物质能,进而可选用适应能力好的感应加热炉。这类热风炉能尽快考虑“开关机/关机”使用的规定,因此可依据持续转变的市场现状马上调节出产,第产业而行得通。耐候钢板的制作工艺中,热浸镀锌在我觉得用成效显着的功效危害下,跳水!三明三元区q550d高强板参考价要跌!,逐渐成为镀锌工艺的运用流行。耐候钢板后我们在市场上面选择这款产品的时分也要留意我们要认真的看下产品本省标注的数据能否和国度规则的那些分歧,假设我们选择的产品表面没有任何的数据标注,那消费者可以像的专业人士中止讯问必要的时分可以看下产品的合格证书,这样我们选择出来的产品才干够保证质量不会呈现问题消费者可以放心的运用。

产能:10~40万吨/年;厚度:0.2~0mm;宽度:600~1350mm。分析项目。拥有成熟完善的冷轧板、热轧板连续热镀锌好线自主创新技术,处于国内地位。国产热镀锌好线成套设备和关键设备的研发获得中钢协、中国金属学会冶金科学技术奖。家用电器用热轧硅钢薄板的牌号用JDR+铁损值+厚度值来表示,如JDR540-50。产能:12~20万吨/年;厚度:0.12~0.55mm;宽度:700~1200mm。三明三元区。带钢冷轧带钢冷轧提高产品质量60年代后期普遍装设了厚度自动系统(AGC),70年代新建的轧机多采用响应速度快和精度高的液压AGC,,使冷轧带材公差缩小到±0.005mm。在板形上普遍采用液压弯辊辊型调整装置,并发展出多种板形检测仪和多种辊型调整装置组成自动板型系统缩短好周期要害在于使各工序连续缩短好周期带钢冷轧带钢冷轧关键在于使各工序连续化。1971年日本建立了台全连续轧机。80年代初,又建立连续酸洗与全连续轧机相衔接,连续退火线与连轧机等相联合的作业线。为缩短产品在各工序间的存放时间加快好周期,实现流程连续化,正在建立计算机计划、调度、设备诊断修理等系统。采用多项节水,节能技术,提高产品竞争力。优化镀液系统及循环系统设计,实现节能减排连续电镀锌2007年在非洲承建了两条连续电镀锌机组,成功的开拓了海外市场。