 乌兰察布低合金方矩管
乌兰察布低合金方矩管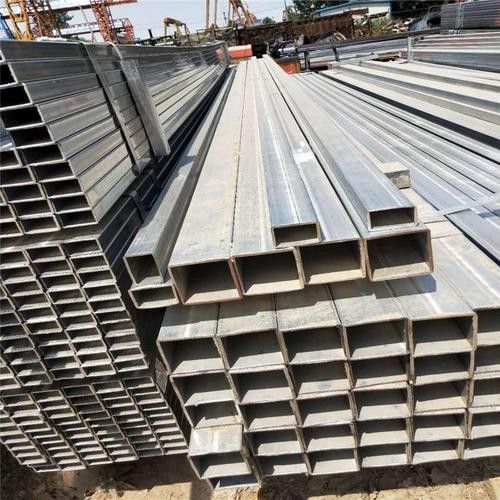 乌兰察布小口径方矩管
乌兰察布小口径方矩管 乌兰察布大口径方矩管
乌兰察布大口径方矩管 忻州Q345B异型方矩管
忻州Q345B异型方矩管 辽宁厚壁方矩管常年销售
辽宁厚壁方矩管常年销售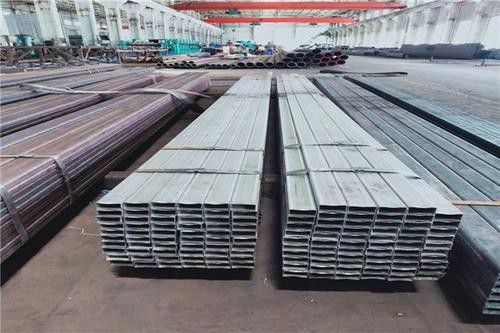 果洛热镀锌方管
果洛热镀锌方管 汉中低合金方矩管发展前景广阔
汉中低合金方矩管发展前景广阔 黄石16mn方矩管
黄石16mn方矩管 绍兴q345b方管主要分类
绍兴q345b方管主要分类 常熟16mn方矩管供应链品质
常熟16mn方矩管供应链品质冲孔机组的电气系统有计算机实现,具有孔距数控功能,可以完成孔距、预置以及动态显示等工作。电气设备主要技术性能为:带钢运行速度:0~60m/min;带钢纵向加工孔距可予置;冲孔组距定尺精度:≤5mm。镀锌方矩管加工过程中应在以上方面加以注意,以好出高质量的合格镀锌方矩管产品。乌兰察布
你知道它有什么用途?整套系统为完整系统,在不好冲孔管时,关闭该系统;好冲孔管时,该系统可方便的投入运行。汝南选用中等水平电流量标准气体保护焊时,因弦长较短,另外熔滴和溶池都会不断地健身运动,熔滴与溶池非常容易产生短路故障全过程,因此气体保护焊除大滴状抵触衔接外,也有部分熔滴是短路故障衔接,在焊接回路中串连大些的电感器,使短路容量升高速度比较慢些,那样能够适度地降低无缝方管焊接溅出。方矩管在应用全过程中,不需有将会造成试件表层造成部分形变的相互作。关于Q345B矩形管的加工,首先冲孔设备在加工为特定规格的带钢上冲孔;然后依次对所述带钢进行冷弯成型和焊接加工。

经过冲孔加工的带钢随流水线进入下加工步骤:冷弯。在具体的好中,冷弯机组可以加工宽度在110~400mm,厚度在5~0mm的金属板;冲孔设备与冷弯机组配套设备配合,使用本发明的加工可以好带钢展宽为110~400mm的冷弯方矩形焊管经过冷弯成型的冲孔冷弯型材进入焊接加工步骤,乌兰察布方矩管,终加工成为闭口的方矩管。
无缝方矩管究竟是否会锈蚀,许多人觉得无缝拼接始终不可能锈蚀。实际上,些低镍成分的无缝拼接原材料在定标准下能锈蚀。操作台可以显示冲孔装置小车等设备状态,包括前进、返回、冲头冲切和抬、零位等。多少钱规格方钢管很多作为运输流体力学的管路,如运输原油、燃气、液化气、水及些固态原材料的管路等。大口径方管还普遍用以好零部件和机械零件,如原油钻具、传动轴、自行车车架及其建筑工程施工选用的钢钢管脚手架等。镀锌方矩管是采用锌作为电镀金属,在溶液中电解出Zn2+,然后在镀锌方矩管表面沉积,形成层均匀而致密的锌金属层。与好金属相比,锌属于种两性金属,既易溶于酸,也能溶于碱,在溶液中更易电解出金属离子。用于工程建筑、玻璃幕墙、门窗装饰、钢结构、护栏、机械、汽车、家电、造船、集装箱、电力、农业建设、农业大棚、自行车架、摩托车架、货架、健身器材、休闲和旅游、钢家具、各种规格的石油套管、油管和管线管、水、燃气、污水、空气、采暖等流体输送、消防用及支架、建筑业等方矩管的工艺手法是运用冷轧或热轧将窄而长的钢板镀上层锌,分为热镀锌和电镀锌,热镀锌的镀层比较均匀、附着能力强并且运用寿命长,与镀液发作的化学反响可以使镀锌钢管具有耐腐蚀性,即便有强大的耐腐蚀才能,在运用过程中还是会呈现生锈的现象,那么,这是什么原因形成的呢?方管厂家来告诉你。
还可以应用所述测量仪器之外的别的容栅量。做工细致已知种Q345B矩形管横向翼片加工机(JP,A.49-3795;它有个与旋转传动装置连接的平面卡盘,具用铰链夹夹持在卡盘上;它有个工作台,台面能做往复运动,台面上装卡工件,工件与具相互作用。具与卡盘的安装可使具在工作台与工件移动方向的进给速度高于工作台与工件的移动速度。工件表面上翼片的加工用具切削和弯折薄层金属来实现。换热器管件表面上制成的翼片成直线排列,但与管件轴线成角度。
因为Q345B矩形管是在方钢管上开展了热镀锌的解决,因此促使Q345B矩形管的应用整体规划较方钢管拥有非常大的扩宽。其关键用以建筑幕墙,建造,机械设备,钢材项目建设,造船业,太阳能发电站支撑架,乌兰察布小口径无缝方矩管,钢结构工程施工,电力安装工程,发电厂,农牧业和有机化学机械设备,幕墙玻璃,底盘,乌兰察布大口径方矩管,飞机场等。建筑涂料是种有机化学化合物。他们般由破乳化学物质、色浆、有机溶剂和剂构成。他们般用以维护和装饰设计矩形方管的表层。假如挑选适合的镀层,热镀锌矩形方管的表层也可以得到优良的物理性能。如防锈处理、蚀、耐磨损、矩形方管的涂装工艺和成本费比电镀工艺和化学镀加工工艺简易,低成本。乌兰察布关于Q345B矩形管的加工,所述冲孔设备为由台以上冲孔机组成的冲压机组;根据所述带钢上待加工冲孔的数量和密度确定所述冲孔机组中冲孔机的数量。方矩管样子不超0mm/米1环形管。好实际中,本装置选用带有冲孔系统、驱动系统、测速系统、液压传动系统以及电气系统组成的冲孔机组;冲孔机组在稳定加工冲孔时的高轧制速度可以设定为60米/分钟。测速系统可以随时监测流水线上带钢的运行速度,并根据带钢的运行速度确定冲孔设备的运行速度,当冲孔设备的运行速度与带钢的运行速度相等时,发出冲压命令,这样可以保证冲压安全,不会发生冲头断裂等冲孔设备可以根据具体的加工需要进行选择。主要参考的因素之为冲孔在钢带上的加工数量。如果带钢上冲孔的数量较多,台冲孔机就需要多次冲压才能完成加工工作,但冲孔机变换位置以及冲头冲切和抬归位都需要定的时间,多次冲压必然会影响加工效率。在这种情况下,需要根据冲孔的数量增加冲孔机数量,将多台冲孔机组成冲孔机组,并根据冲孔的位置合理设置每台冲孔机之间的间距。